Product Description
HangZhou Chengen Plastic Injection Technology Co.,Ltd, Located in HangZhou ,China . Near HangZhou Port . We do manufacture Plastic injection Molding , Overmolding ,Thermoforming Processing .
Our Advantage
1. More than 20 Years Manufacture Experience
2. More than 10 Years export Experience
3.One Stop solution : Drawing design —Mould development —-injection production —-Surface Treatment —-Assembly service .
4.Advanced 90-850T Automotive plastic injection equipment .
Why Choose Us
1. 7*24 Hous Online Service
2.Get quotation within 8 Working Hours
3. We manufacture Mold by ourself with shorter leading time
With rich experience to cooperate with manufactures, wholesales, trading companies and agent . In Fierce market competitions , we adopt high quality material , scientific quality management system , by virtur of new product development concept strive to provide excellent producst and service for our clients .
Any parts needed welcome contacting me .
It will be our honor to be your partner !!!
Product Description
Custom OEM ABS Inject Molding Parts For Chair/Desk Cover Components
| Product Name | Plastic parts | |
| Material | ABS, PC, PP, PS, POM, PMMA,PBT,PVC,PA6,PA66,PA66+30%GF, PTFE,PC+ABS,TPE,etc |
|
| Surface Finish | Color painting,Texture,Silk-printing,Vacuum coating,rubber coating, etc. | |
| Cavity Variety: | One-stop solution,Multi-cavity mold,Family plastic mold,Hot runner plastic mold | |
| Quality Control | ISO/TS16949:2002 and ISO14001:2004 system | |
| Business Scope | Mold and parts designing and making,Parts machining,Injection molding, CNC prototype manufacturing |
|
| Mold Processing | CNC EDM machine processing then assembly and trial | |
| Color | Red, blue, green, yellow,all pantone colors and RAL colors |
Product Show
Factory workshop
FAQ
1. Are you manufacture factory ?
Yes ,we are in HangZhou China ,welcome to visit our factory
2.Could I get free sample ?
If we have in stock ,free sample will be available, new developing part need charge mold or tool fee then samples for free .
3.What is your Leading time
Mould 30-35 days , for production depend on the products normally 10-15 days .
4.What is your payment term
Tooling or Mold 100% deposit
For Bulk order : 30% deposit, 70% before shipping
7-Days 24 Hour , any style needed welcome asking us for quotation .
|
US $0.2 / Piece | |
1,000 Pieces (Min. Order) |
###
| Plastic Type: | Thermosetting Plastic |
|---|---|
| Plastic Form: | Liquid |
| Molding Method: | Injection Molding |
| Equipment: | 90-800t |
| Weight: | 0.2-500g |
| Transport Package: | Carton Box |
###
| Samples: |
US$ 0/Piece
1 Piece(Min.Order) |
|---|
###
| Customization: |
Available
|
|---|
###
| Product Name | Plastic parts | |
| Material | ABS, PC, PP, PS, POM, PMMA,PBT,PVC,PA6,PA66,PA66+30%GF, PTFE,PC+ABS,TPE,etc |
|
| Surface Finish | Color painting,Texture,Silk-printing,Vacuum coating,rubber coating, etc. | |
| Cavity Variety: | One-stop solution,Multi-cavity mold,Family plastic mold,Hot runner plastic mold | |
| Quality Control | ISO/TS16949:2002 and ISO14001:2004 system | |
| Business Scope | Mold and parts designing and making,Parts machining,Injection molding, CNC prototype manufacturing |
|
| Mold Processing | CNC EDM machine processing then assembly and trial | |
| Color | Red, blue, green, yellow,all pantone colors and RAL colors |
|
US $0.2 / Piece | |
1,000 Pieces (Min. Order) |
###
| Plastic Type: | Thermosetting Plastic |
|---|---|
| Plastic Form: | Liquid |
| Molding Method: | Injection Molding |
| Equipment: | 90-800t |
| Weight: | 0.2-500g |
| Transport Package: | Carton Box |
###
| Samples: |
US$ 0/Piece
1 Piece(Min.Order) |
|---|
###
| Customization: |
Available
|
|---|
###
| Product Name | Plastic parts | |
| Material | ABS, PC, PP, PS, POM, PMMA,PBT,PVC,PA6,PA66,PA66+30%GF, PTFE,PC+ABS,TPE,etc |
|
| Surface Finish | Color painting,Texture,Silk-printing,Vacuum coating,rubber coating, etc. | |
| Cavity Variety: | One-stop solution,Multi-cavity mold,Family plastic mold,Hot runner plastic mold | |
| Quality Control | ISO/TS16949:2002 and ISO14001:2004 system | |
| Business Scope | Mold and parts designing and making,Parts machining,Injection molding, CNC prototype manufacturing |
|
| Mold Processing | CNC EDM machine processing then assembly and trial | |
| Color | Red, blue, green, yellow,all pantone colors and RAL colors |
What Is Injection Moulding?
Injection molding is a process of producing precision-molded parts by fusing raw plastics and guiding them into a mold. The main components of an injection mold are a hopper, barrel, and reciprocating screw. Before injection, the raw plastics are mixed with coloring pigments and reinforcing additives.
Characteristics of injection molded parts
 Injection molding is the process of manufacturing plastic parts. It uses thermoplastic, thermoset, or elastomers to manufacture components. The range of materials is enormous and includes tens of thousands of different polymers. They are blended with other materials and alloys to produce a wide range of properties. Designers select the appropriate materials for the job based on the properties and functions desired in the finished part. During the mold design process, mold materials must be carefully chosen, as different materials require different molding parameters.
Injection molding is the process of manufacturing plastic parts. It uses thermoplastic, thermoset, or elastomers to manufacture components. The range of materials is enormous and includes tens of thousands of different polymers. They are blended with other materials and alloys to produce a wide range of properties. Designers select the appropriate materials for the job based on the properties and functions desired in the finished part. During the mold design process, mold materials must be carefully chosen, as different materials require different molding parameters.
Injection molding requires precise tolerances of the temperature and strain levels. The maximum strain level is about 0.15 percent. It is possible to adjust these parameters to meet the requirements of an injection molding project. The resulting products can be easily checked for quality by measuring the strain and temperature of the mold inserts in real time.
Injection molding is known for its laminar flow of the polymer. However, there is still a possibility for side-to-side thermal variations in the part forming cavity. This is illustrated in FIG. 4. The part has high and low sheared areas; the higher sheared areas flow on the bottom side of the part, while the lower sheared areas flow on the top side.
Injection molding is used to make many different types of plastic parts, from small parts to entire body panels of a car. These parts can be made from a variety of different materials, such as polypropylene for toys and ABS for consumer electronics. They can also be made from metal, such as aluminum or steel.
The melting temperature of plastic parts must be appropriate for the project’s specifications. The mold should be large enough to produce the parts desired. This will minimize the impact of uneven shrinkage on the product’s dimensional accuracy. In addition to the temperature, a mold must be designed with the material’s properties in mind.
Tooling fabrication
Injection molded parts are produced using molds. This process is a complex process that requires customization to ensure proper fit and function. The main component of a mold is the base, which holds the cavities, ejectors and cooling lines. The size and position of these components are crucial to the production of quality parts. Incorrectly sized vents can cause trapped air to enter the part during the molding process. This can lead to gas bubbles, burn marks, and poor part quality.
The material used for tooling fabrication is usually H-13 tool steel. This steel is suitable for injection molded parts as it has a low elongation value. The material used to fabricate tooling for injection molded parts typically has a high yield strength. The material used for injection moulding tooling is typically 420 stainless steel or H-13 tool steel. These materials are suitable for most injection molding processes and have comparable yield strength compared to wrought or MIM parts.
Another important part of tooling fabrication is the design of the mold. It is important to design the mold with a draft angle, as this will make ejection easier and reduce costs. A draft angle of 5o is recommended when designing a tall feature. Choosing a draft angle is essential to ensuring that the plastic part is free from air bubbles after injection molding.
Injection moulding tooling costs can account for as much as 15% of the cost of an injection moulded part. With innovation in mould materials and design, tooling fabrication can be more efficient and cost-effective.
Surface finishes on injection molded parts
Surface finishes on injection molded parts can have a variety of effects on the part’s appearance and performance. Different materials lend themselves to different kinds of surface finishes, with some plastics better suited for smooth, glossy finishes than others. The type of surface finish is also affected by several factors, including the speed of injection and the melt temperature. Faster injection speeds help improve the quality of plastic finishes by decreasing the visibility of weld lines and improving the overall appearance of the parts.
For a smooth plastic surface finish, some companies require a high level of roughness on the part. Others may prefer a more rough look, but both options can have their benefits. The type of surface finish chosen will depend on the part’s purpose and intended application. For example, a glossy plastic finish may be preferred for a cosmetic part, while a rougher finish may be better suited for a mechanical part that must be tough and cost-effective.
Surface finishes on injection molded parts are often customized to match the application. For example, some parts require a rough surface finish because they require a greater amount of friction. These parts may require a sandblasting process to achieve the desired texture. Other processes can also be used to control plastic texture.
The type of surface finish depends on the materials used, as well as the design and shape of the part. The type of material used, additives, and temperature also have an impact on the surface finish. It is also important to consider surface finishes early in the design process.
Importance of a secondary operation to improve accuracy
While most injection molded parts do not require secondary operations, some components do require this type of processing. The surface finish of a component will determine how well it functions and what other secondary operations are necessary. Depending on the part’s function, a smooth or textured surface may be appropriate. Additionally, some parts may require surface preparation before applying adhesives, so an accurate surface finish can make all the difference. In order to achieve the desired finish, the injection molder should have experience molding different materials. He or she should also have the knowledge of how to simulate the flow of a mold. Also, experienced molders know how to mix materials to achieve the desired color, avoiding the need for secondary painting processes.
Injection molding is a complex process that requires precision and accuracy. The optimal temperature of the melted plastic must be chosen, as well as the mold itself. The mold must also be designed for the correct flow of plastic. In addition, it must be made of the best thermoplastic material for the part’s design. Finally, the correct time must be allowed for the part to be solid before it is ejected. Many of these issues can be overcome with specialized tooling that is customized to the part’s design.
Injection molding offers the opportunity to make complex parts at low cost. It also allows manufacturers to make parts with complicated geometries and multiple functions.

editor by czh 2022-12-01
 To get the best results from your injection molded parts, you must ensure that they meet certain design factors. These factors can help you achieve consistent parts and reduce cost. These guidelines can also help you to avoid common defects. One of the most common defects is warping, which is caused by the unintended warping of the part as it cools.
To get the best results from your injection molded parts, you must ensure that they meet certain design factors. These factors can help you achieve consistent parts and reduce cost. These guidelines can also help you to avoid common defects. One of the most common defects is warping, which is caused by the unintended warping of the part as it cools. Overhangs are areas of extra material that surround the surface of an injection molded part. This extra material is typically made of inexpensive material that is edged or glued on the part’s surface. The overhang material can be easily separated from the blank using a simple cutting process.
Overhangs are areas of extra material that surround the surface of an injection molded part. This extra material is typically made of inexpensive material that is edged or glued on the part’s surface. The overhang material can be easily separated from the blank using a simple cutting process.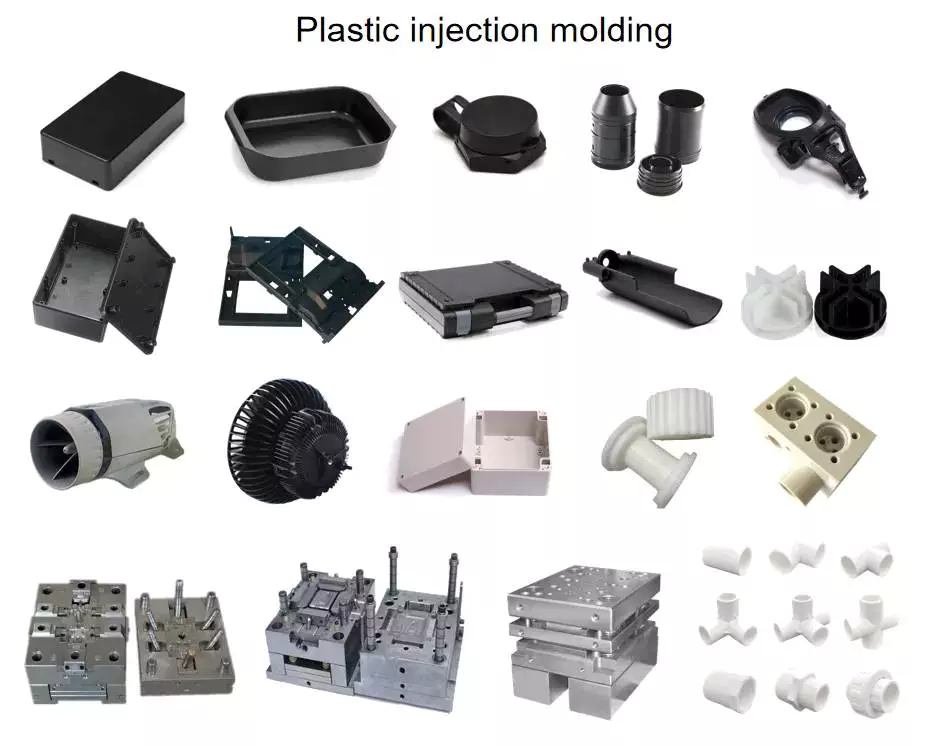 When designing injection molded parts, it is imperative to keep in mind their manufacturability. Injection molding allows for complex geometries and multiple functions to be combined into a single part. For example, a hinged part can have a single mold that can produce two different halves. This also decreases the overall volume of the part.
When designing injection molded parts, it is imperative to keep in mind their manufacturability. Injection molding allows for complex geometries and multiple functions to be combined into a single part. For example, a hinged part can have a single mold that can produce two different halves. This also decreases the overall volume of the part. When designing injection molded parts, it’s essential to consider the wall thickness of the part. Ideally, the wall thickness is uniform across the entire part. This allows the entire mold cavity to fill without restriction, and reduces the risk of defects. Parts that don’t have uniform wall thickness will have high stresses at the boundary between two sections, increasing the risk of cracks, warping, and twisting. To avoid such stresses, designers can consider tapering or rounding the edges of the part to eliminate stress concentration.
When designing injection molded parts, it’s essential to consider the wall thickness of the part. Ideally, the wall thickness is uniform across the entire part. This allows the entire mold cavity to fill without restriction, and reduces the risk of defects. Parts that don’t have uniform wall thickness will have high stresses at the boundary between two sections, increasing the risk of cracks, warping, and twisting. To avoid such stresses, designers can consider tapering or rounding the edges of the part to eliminate stress concentration. There are two main types of runner systems: hot runner systems and cold runner systems. In a hot runner system, a runner nozzle delivers the molten plastic into the mold cavity. A cold runner system does not require the use of a nozzle and acts as a conduit for the molten plastic.
There are two main types of runner systems: hot runner systems and cold runner systems. In a hot runner system, a runner nozzle delivers the molten plastic into the mold cavity. A cold runner system does not require the use of a nozzle and acts as a conduit for the molten plastic. Thermostatic control of temperature in an injection molding process can make a significant impact on part quality. High mold temperatures should be regulated by using a temperature-controlled cooling unit. These devices are equipped with pumping systems and internal heaters. The temperature of the injected plastic determines the plastic’s flow characteristics and shrinkage. Temperature also influences the surface finish, dimensional stability, and physical properties of the finished product.
Thermostatic control of temperature in an injection molding process can make a significant impact on part quality. High mold temperatures should be regulated by using a temperature-controlled cooling unit. These devices are equipped with pumping systems and internal heaters. The temperature of the injected plastic determines the plastic’s flow characteristics and shrinkage. Temperature also influences the surface finish, dimensional stability, and physical properties of the finished product. Designing out sharp corners on injection molded components can be a challenging process. There are several factors to consider that impact how much corner radius you need to design out. A general rule is to use a radius that is about 0.5 times the thickness of the adjacent wall. This will prevent sharp corners from occurring on a part that is manufactured from injection molding.
Designing out sharp corners on injection molded components can be a challenging process. There are several factors to consider that impact how much corner radius you need to design out. A general rule is to use a radius that is about 0.5 times the thickness of the adjacent wall. This will prevent sharp corners from occurring on a part that is manufactured from injection molding. The uniformity of wall thickness is an essential factor in the plastic injection molding process. It not only provides the best processing results, but also ensures that the molded part is consistently balanced. This uniformity is especially important for plastics, since they are poor heat conductors. Moreover, if the wall thickness of an injection molded part varies, air will trap and the part will exhibit a poorly balanced filling pattern.
The uniformity of wall thickness is an essential factor in the plastic injection molding process. It not only provides the best processing results, but also ensures that the molded part is consistently balanced. This uniformity is especially important for plastics, since they are poor heat conductors. Moreover, if the wall thickness of an injection molded part varies, air will trap and the part will exhibit a poorly balanced filling pattern. The use of 3D printed molds allows manufacturers to manufacture a wide range of injection molded parts. However, 3D-printed molds are not as strong as those made from metallic materials. This means that they do not withstand high temperatures, which can degrade them. As such, they are not suitable for projects that require smooth finishing. In order to reduce this risk, 3D-printed molds can be treated with ceramic coatings.
The use of 3D printed molds allows manufacturers to manufacture a wide range of injection molded parts. However, 3D-printed molds are not as strong as those made from metallic materials. This means that they do not withstand high temperatures, which can degrade them. As such, they are not suitable for projects that require smooth finishing. In order to reduce this risk, 3D-printed molds can be treated with ceramic coatings. When designing an injection molded part, it’s important to consider the corner radius. Sharp corners will create more stress, and this will lead to weak spots and cracks. Creating a radius around the corner helps distribute stress evenly and allows easier material flow and part ejection. Additionally, sharp corners in a mold can collect contaminants and create defects, including surface delamination.
When designing an injection molded part, it’s important to consider the corner radius. Sharp corners will create more stress, and this will lead to weak spots and cracks. Creating a radius around the corner helps distribute stress evenly and allows easier material flow and part ejection. Additionally, sharp corners in a mold can collect contaminants and create defects, including surface delamination. Draft angles are an important part of design for injection molded parts. These angles are necessary because friction occurs on surfaces that come into contact with the mold during the molding process. A part with a simple geometry would only require a single degree of draft, but larger parts would need at least two degrees.
Draft angles are an important part of design for injection molded parts. These angles are necessary because friction occurs on surfaces that come into contact with the mold during the molding process. A part with a simple geometry would only require a single degree of draft, but larger parts would need at least two degrees. There are many factors that contribute to the cost of injection-molded parts, including the material used for the mold and the complexity of the design. For example, larger parts will require a larger injection mold, which will cost more to manufacture. Additionally, more complex parts may require a mold with special features. Mold makers can advise you on how to design your part in order to reduce the overall cost of an injection-molded part.
There are many factors that contribute to the cost of injection-molded parts, including the material used for the mold and the complexity of the design. For example, larger parts will require a larger injection mold, which will cost more to manufacture. Additionally, more complex parts may require a mold with special features. Mold makers can advise you on how to design your part in order to reduce the overall cost of an injection-molded part.